


Производитель сварки листового металла
В этой статье мы подробно рассмотрим производство сварки листового металла, от выбора оборудования и материалов до оптимизации технологических процессов. Вы узнаете о различных методах сварки, их преимуществах и недостатках, а также о ключевых аспектах, влияющих на качество сварных соединений. Мы предоставим практические советы и рекомендации, основанные на многолетнем опыте работы в отрасли, чтобы помочь вам повысить эффективность и качество вашего производства.
Основы сварки листового металла
Сварка листового металла — это процесс соединения металлических листов путем сплавления их кромок. Этот процесс является ключевым в производстве широкого спектра изделий, от корпусов машин и механизмов до строительных конструкций. Правильный выбор метода сварки, оборудования и материалов критичен для достижения прочных и надежных соединений.
Выбор оборудования для сварки листового металла
Типы сварочного оборудования
Существует несколько основных типов оборудования для сварки листового металла:
- Сварочные аппараты MMA (ручная дуговая сварка покрытыми электродами): Простые в использовании, но менее производительные.
- Сварочные аппараты MIG/MAG (дуговая сварка в среде инертного/активного газа): Высокая производительность, подходит для большинства металлов. ООО Ханчжоу Лунху Механика и Электроника Технологии предлагает широкий выбор сварочного оборудования данного типа.
- Сварочные аппараты TIG (аргонодуговая сварка): Высокое качество сварки, подходит для тонких листов и сложных соединений.
- Точечная сварка: Идеально подходит для серийного производства, но ограничена по толщине металла.
Критерии выбора сварочного оборудования
При выборе оборудования необходимо учитывать:
- Тип свариваемого металла (сталь, алюминий, нержавеющая сталь и т.д.).
- Толщина листов.
- Необходимая производительность.
- Бюджет.
- Требования к качеству сварных швов.
Материалы и расходные материалы для сварки
Электроды и сварочная проволока
Выбор электродов или сварочной проволоки зависит от типа свариваемого металла и метода сварки. Важно учитывать:
- Химический состав.
- Механические свойства.
- Диаметр.
Защитные газы
При сварке MIG/MAG и TIG используются защитные газы (аргон, гелий, углекислый газ и их смеси) для предотвращения окисления металла и улучшения качества сварного шва.
Методы сварки листового металла
Ручная дуговая сварка (MMA)
Простой и доступный метод, используемый для сварки различных металлов. Подходит для сварки в полевых условиях. Недостатки: низкая производительность, необходимость удаления шлака.
Дуговая сварка в среде защитных газов (MIG/MAG)
MIG (Metal Inert Gas) используется для сварки инертными газами (аргон, гелий) алюминия и других цветных металлов. MAG (Metal Active Gas) использует активные газы (углекислый газ, смеси) для сварки стали. Преимущества: высокая производительность, хорошее качество шва, автоматизация. Недостатки: необходимость использования защитного газа, чувствительность к ветру.
Аргонодуговая сварка (TIG)
Обеспечивает высокое качество сварки, подходит для тонких листов и сложных соединений. Преимущества: чистый шов, возможность сварки различных металлов. Недостатки: более сложный процесс, низкая производительность.
Точечная сварка
Применяется для соединения листов внахлест. Преимущества: высокая скорость, автоматизация. Недостатки: ограничения по толщине металла, ограниченная область применения.
Подготовка к сварке
Очистка металла
Поверхность металла должна быть тщательно очищена от ржавчины, масла, грязи и других загрязнений. Для очистки можно использовать:
- Механическую очистку (щетки, шлифовка).
- Химическую очистку (обезжириватели, травильные растворы).
Подготовка кромок
Для обеспечения качественного шва необходимо подготовить кромки листов, особенно при сварке толстого металла. Могут потребоваться:
- Снятие фасок.
- Выравнивание кромок.
Сборка деталей
Правильная сборка деталей перед сваркой обеспечивает точность размеров и геометрии изделия. Используйте:
- Приспособления.
- Зажимы.
- Сварочные столы.
Технологические параметры сварки
Качество сварного шва зависит от правильной настройки параметров сварки:
- Сила тока: Определяет глубину проплавления.
- Напряжение: Влияет на стабильность дуги.
- Скорость сварки: Влияет на производительность и форму шва.
- Подача проволоки (для MIG/MAG): Определяет скорость заполнения шва.
Контроль качества сварных соединений
Визуальный контроль
Первый этап контроля качества. Включает осмотр сварного шва на наличие дефектов (поры, трещины, непровары).
Неразрушающий контроль
Используются методы, не повреждающие изделие:
- Ультразвуковой контроль: Обнаружение внутренних дефектов.
- Рентгенографический контроль: Получение изображения сварного шва.
- Капиллярный контроль: Обнаружение поверхностных трещин.
Разрушающий контроль
Предполагает разрушение образца для определения механических свойств сварного соединения (прочность, ударная вязкость).
Оптимизация сварочного производства
Для повышения эффективности сварочного производства рекомендуется:
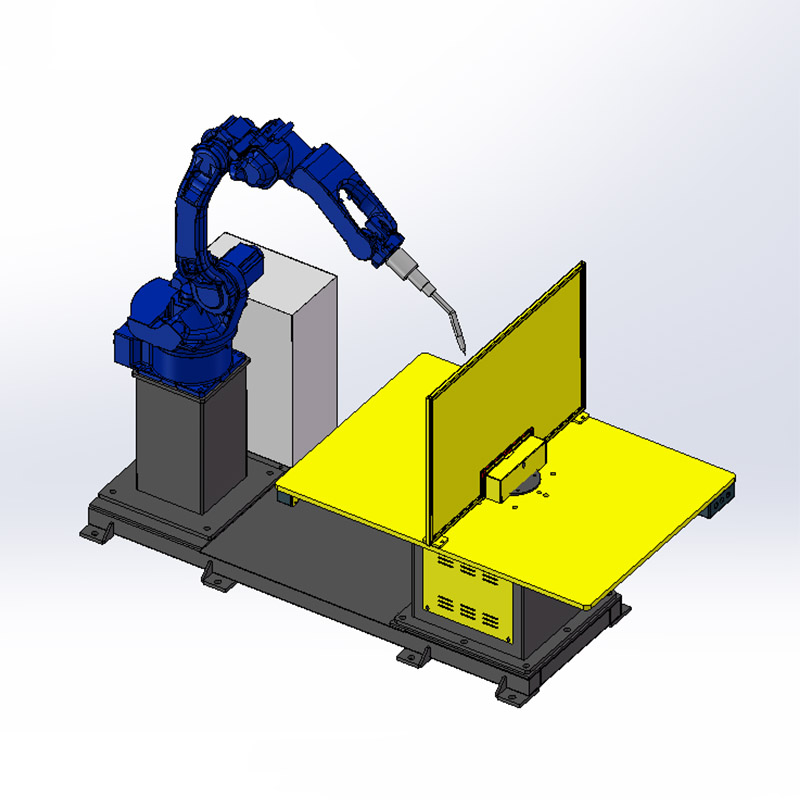
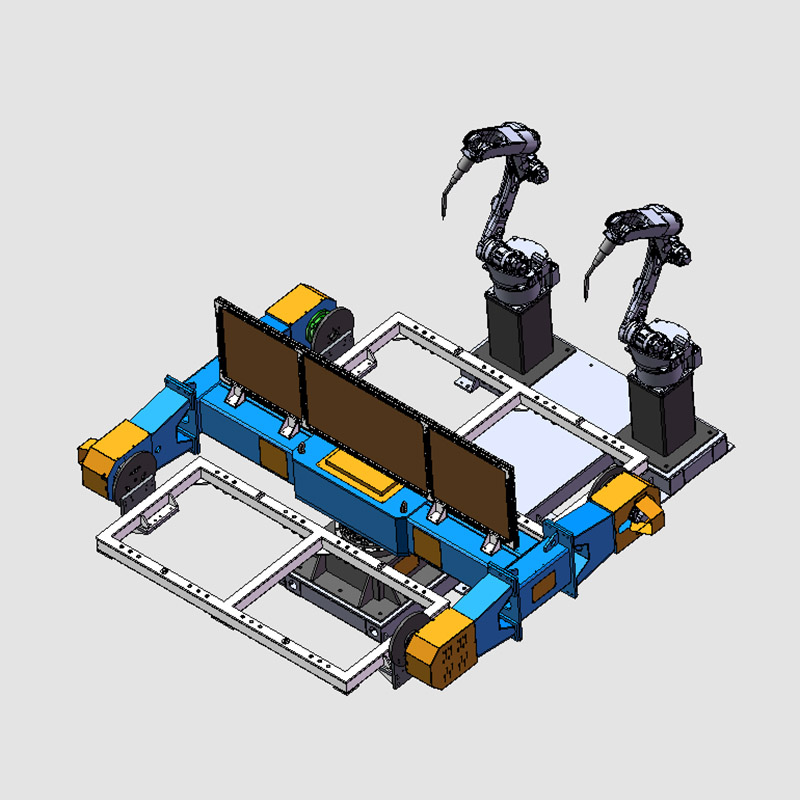
- Автоматизация: Использование сварочных роботов и автоматизированных линий.
- Обучение персонала: Повышение квалификации сварщиков.
- Внедрение современных технологий: Использование цифровых сварочных аппаратов, программного обеспечения для управления производством.
- Повышение безопасности: Соблюдение правил техники безопасности при проведении сварочных работ.
Заключение
Производство сварки листового металла – сложный, но необходимый процесс для современного производства. Оптимальный выбор оборудования, материалов и методов сварки, а также соблюдение технологических параметров и контроль качества позволяют производить качественную продукцию и повысить эффективность вашего производства. Более подробную информацию о сварочном оборудовании и технологиях вы можете найти на сайте ООО Ханчжоу Лунху Механика и Электроника Технологии.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продукты-
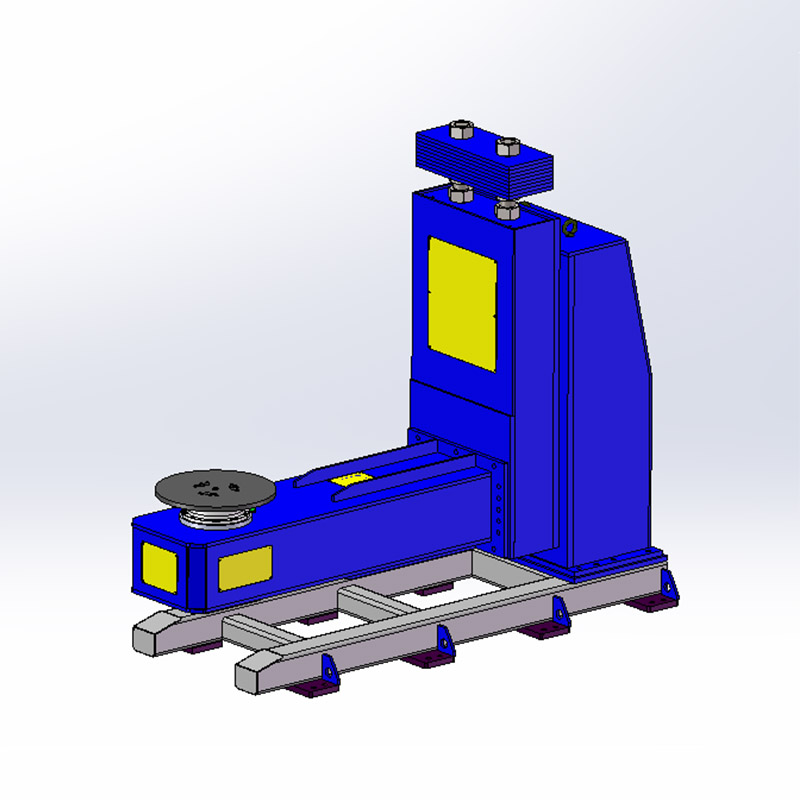 Двухосевой позиционер типа L
Двухосевой позиционер типа L -
 OTC-FD-V6S
OTC-FD-V6S -
 Горизонтальный позиционер
Горизонтальный позиционер -
 Линия по производству роботизированной точечной сварки
Линия по производству роботизированной точечной сварки -
 Роботизированная линия сварки
Роботизированная линия сварки -
 Роботизированная линия транспортировки и укладки
Роботизированная линия транспортировки и укладки -
 Panasonic-HH020L
Panasonic-HH020L -
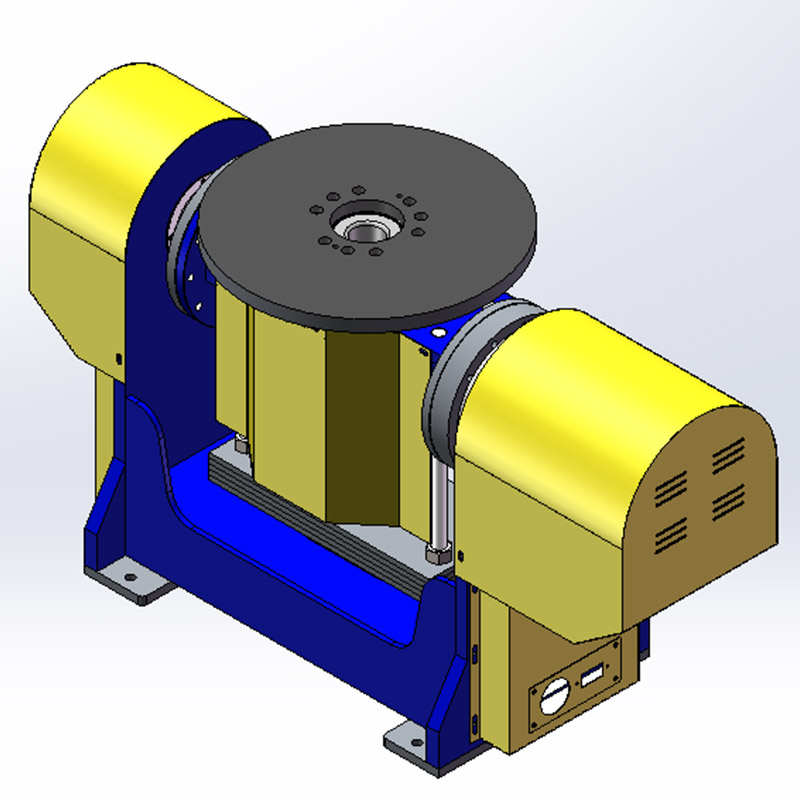
 Трехосный горизонтальный поворотный позиционер
Трехосный горизонтальный поворотный позиционер -
 Роботизированная автоматическая погрузочно-разгрузочная производственная линия
Роботизированная автоматическая погрузочно-разгрузочная производственная линия -
 Трехосевой асинхронный горизонтальный позиционер
Трехосевой асинхронный горизонтальный позиционер -
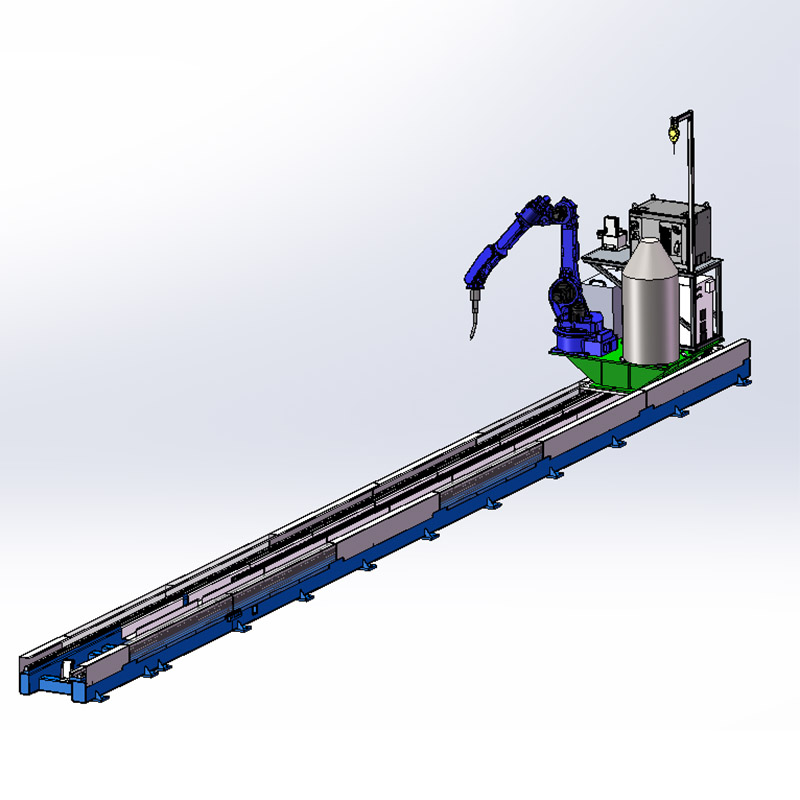 Наземная железная дорога
Наземная железная дорога -
 Сварочное приспособление
Сварочное приспособление
Связанный поиск
Связанный поиск- Ведущий покупатель 7-осевых роботизированных манипуляторов OEM
- Высокоточный роботизированный трек
- Услуги по установке промышленных роботов
- Основной поставщик роботизированных ферм
- Оптовая продажа систем управления промышленными роботами
- Ведущие покупатели комплексных услуг для многопозиционных сменных машин
- Оптовая продажа роботизированных линий точечной сварки
- Ведущий покупатель систем защиты от столкновений для сварочных горелок OEM
- Завод по производству роботов YASKAWA
- Основные страны-покупатели сварочных горелок